Description
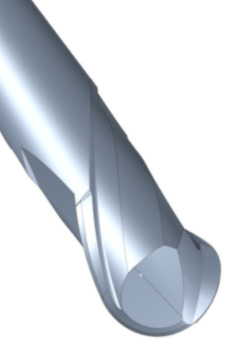
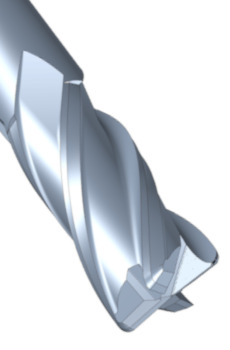
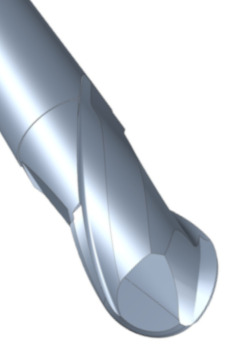
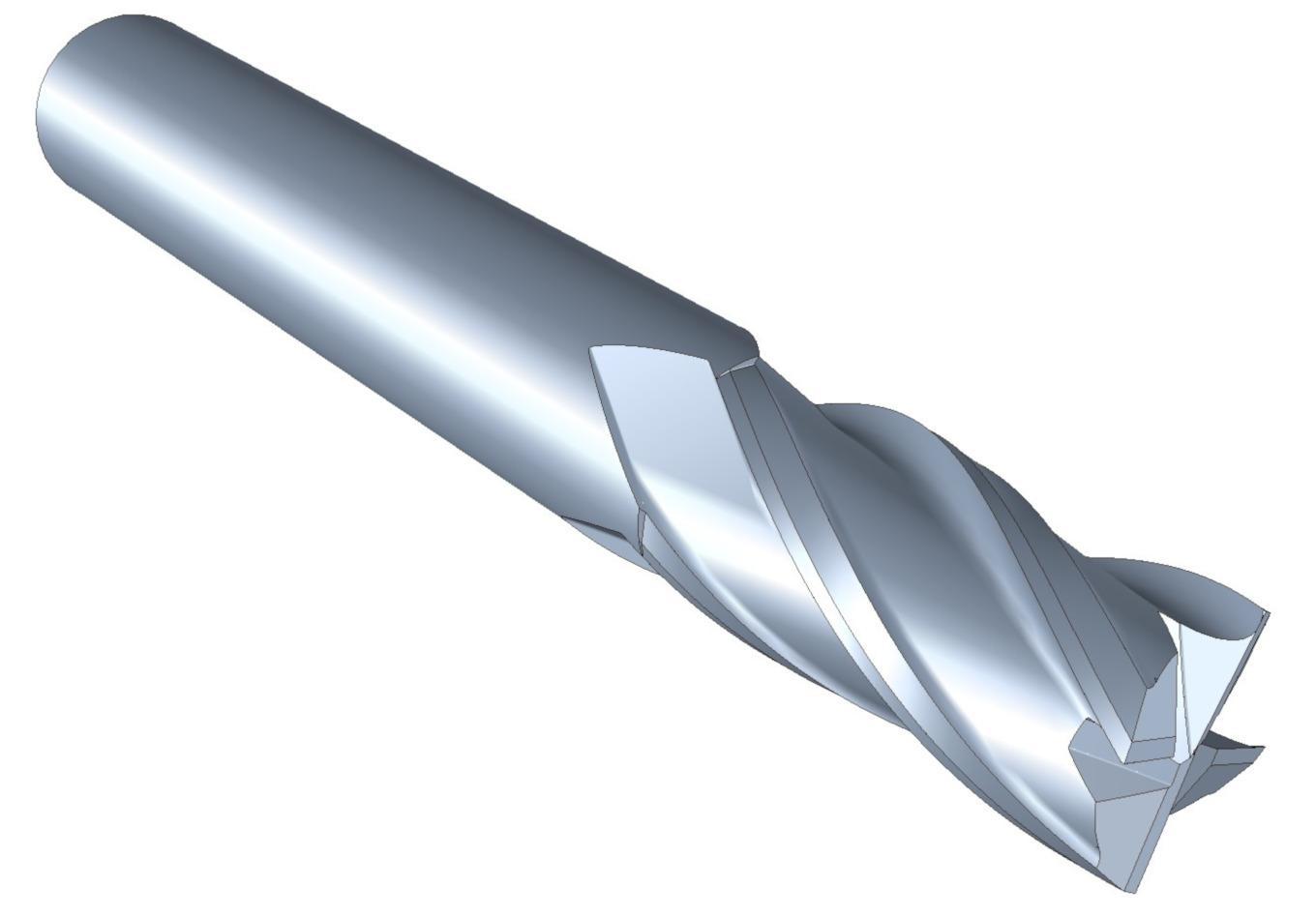
The cutters have been designed for a wide range of materials and machining strategies for various industries. Advanced geometry allows the use of tools in both roughing and finishing, also using high-volume strategies like Volumill or Vortex.
| Machining type | Type of cooling | Type of processing | ||
|---|---|---|---|---|
     |
MQL AIR AIR |
F | SF | R |
| 2 | 2 | 3 | ||
Dimensions


| UT tool index | D | d1 | L | l1 | z |
|---|---|---|---|---|---|
| UT.1100.0400 | 4 | 6 | 55 | 9 | 4 |
| UT.1100.0500 | 5 | 6 | 55 | 11 | 4 |
| UT.1100.0600 | 6 | 6 | 55 | 13 | 4 |
| UT.1100.0800 | 8 | 8 | 65 | 17 | 4 |
| UT.1100.1000 | 10 | 10 | 82 | 21 | 4 |
| UT.1100.1200 | 12 | 12 | 82 | 25 | 4 |
| UT.1100.1600 | 16 | 16 | 110 | 33 | 4 |
Parameters
| Material group |  |
 |
||||||
| ap ≤ 1D | ae ≤ 0.5D | ap ≤ 1.5D | ae ≤ 0.2D | ap ≤ 0.5D | ae ≤ 1D | ap ≤ 0.1D | ae ≤ 1D | |
| vc | fz/D | vc | fz/D | vc | fz/D | vc | fz/D | |
| P1 | 85-105 | 0.0030 | 130-150 | 0.0040 | 70-90 | 0.0020 | 90-110 | 0.0033 |
| P2 | 80-100 | 0.0025 | 100-125 | 0.0035 | 70-90 | 0.0020 | 90-110 | 0.0033 |
| P3 | 80-95 | 0.0025 | 95-110 | 0.0032 | 60-80 | 0.0020 | 70-80 | 0.0030 |
| P4 | 65-75 | 0.0025 | 85-95 | 0.0030 | 50-70 | 0.0020 | 50-65 | 0.0025 |
| P5 | 75-90 | 0.0020 | 85-105 | 0.0032 | 55-75 | 0.0020 | 70-85 | 0.0030 |
| P6 | 65-75 | 0.0025 | 85-95 | 0.0030 | 55-70 | 0.0020 | 50-65 | 0.0025 |
| H1 | 50-60 | 0.0020 | 85-100 | 0.0030 | 55-75 | 0.0020 | 65-85 | 0.0025 |
| M1 | 55-65 | 0.0030 | 70-90 | 0.0035 | 35-40 | 0.0020 | 55-65 | 0.0025 |
| K1 | 80-100 | 0.0035 | 100-120 | 0.0040 | 50-60 | 0.0020 | 90-110 | 0.0030 |
| N1 | 100-130 | 0.0030 | 140-180 | 0.0040 | 75-100 | 0.0028 | 120-140 | 0.0035 |
| N2 | 90-120 | 0.0025 | 130-155 | 0.0035 | 60-80 | 0.0025 | 100-120 | 0.0032 |
| N3 | 80-100 | 0.0025 | 120-145 | 0.0032 | 55-75 | 0.0025 | 90-110 | 0.0032 |
| N4 | 45-55 | 0.0025 | 70-85 | 0.0028 | 35-45 | 0.0022 | 60-80 | 0.0025 |